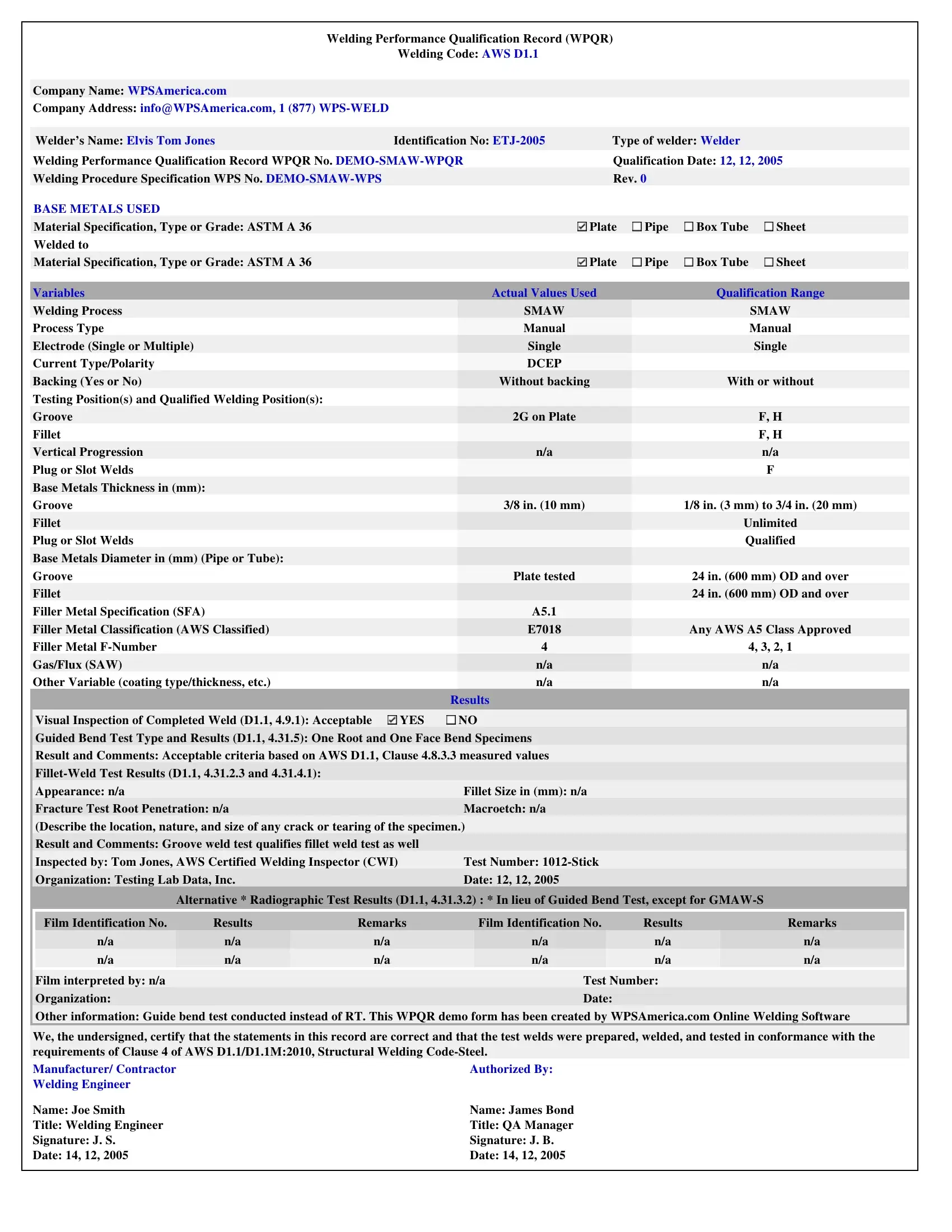
The Welding Performance Qualification Record (WPQR) Sample Form is an invaluable document in the welding industry, serving as a testament to a welder's ability to produce work that meets specific standards. This comprehensive form, exemplified by the one provided by WPSAmerica.com, not only encapsulates critical details such as the welder's name, identification number, and the type of welder but also delves into the specifics of the welding procedure, including the welding code (AWS D1.1 in this case) and the welding procedure specification number. Parameters such as base metals used, their specifications, and the welding process (SMAW, for Shielded Metal Arc Welding), along with actual values used and the qualification range, are meticulously recorded. Additionally, the qualification process involves rigorous testing positions, base metals thickness, and filler metal specifications, ensuring the welder's performance meets the stringent criteria set forth by the AWS D1.1. Complementing these technical details are the results from various tests, such as visual inspection and guided bend tests, underlining the compliance of the welded specimen with the required standards. To affirm the legitimacy and accuracy of the WPQR, it is inspected and certified by an AWS Certified Welding Inspector, further solidified by the signatures of authorized personnel from the manufacturing or contracting firm. This document not only stands as proof of a welder's qualification but also underscores the adherence to quality and safety standards critical in structural welding.
| Question | Answer |
|---|---|
| Form Name | Wpqr Sample Form |
| Form Length | 1 pages |
| Fillable? | No |
| Fillable fields | 0 |
| Avg. time to fill out | 15 sec |
| Other names | wpqr sample, wpqr, wpqr full form in welding, examples of wpqr |

Welding Performance Qualification Record (WPQR)
Welding Code: AWS D1.1
Company Name: WPSAmerica.com
Company Address: info@WPSAmerica.com, 1 (877)
Welder’s Name: Elvis Tom Jones |
Identification No: |
Type of welder: Welder |
|
||||
Welding Performance Qualification Record WPQR No. |
Qualification Date: 12, 12, 2005 |
||||||
Welding Procedure Specification WPS No. |
|
|
|
Rev. 0 |
|
|
|
BASE METALS USED |
|
|
|
|
|
|
|
Material Specification, Type or Grade: ASTM A 36 |
|
|
Plate |
Pipe |
Box Tube |
Sheet |
|
Welded to |
|
|
|
|
|
|
|
Material Specification, Type or Grade: ASTM A 36 |
|
|
Plate |
Pipe |
Box Tube |
Sheet |
|
|
|
|
|
|
|
|
|
Variables |
|
|
Actual Values Used |
|
|
Qualification Range |
|
Welding Process |
|
|
SMAW |
|
|
|
SMAW |
Process Type |
|
|
Manual |
|
|
|
Manual |
Electrode (Single or Multiple) |
|
|
Single |
|
|
|
Single |
Current Type/Polarity |
|
|
DCEP |
|
|
|
|
Backing (Yes or No) |
|
|
Without backing |
|
|
With or without |
|
Testing Position(s) and Qualified Welding Position(s): |
|
|
|
|
|
|
|
Groove |
|
|
2G on Plate |
|
|
|
F, H |
Fillet |
|
|
|
|
|
|
F, H |
Vertical Progression |
|
|
n/a |
|
|
|
n/a |
Plug or Slot Welds |
|
|
|
|
|
|
F |
Base Metals Thickness in (mm): |
|
|
|
|
|
|
|
Groove |
|
|
3/8 in. (10 mm) |
|
|
1/8 in. (3 mm) to 3/4 in. (20 mm) |
|
Fillet |
|
|
|
|
|
Unlimited |
|
Plug or Slot Welds |
|
|
|
|
|
Qualified |
|
Base Metals Diameter in (mm) (Pipe or Tube): |
|
|
|
|
|
|
|
Groove |
|
|
Plate tested |
|
|
24 in. (600 mm) OD and over |
|
Fillet |
|
|
|
|
|
24 in. (600 mm) OD and over |
|
Filler Metal Specification (SFA) |
|
|
A5.1 |
|
|
|
|
Filler Metal Classification (AWS Classified) |
|
|
E7018 |
|
|
Any AWS A5 Class Approved |
|
Filler Metal |
|
|
4 |
|
|
4, 3, 2, 1 |
|
Gas/Flux (SAW) |
|
|
n/a |
|
|
|
n/a |
Other Variable (coating type/thickness, etc.) |
|
|
n/a |
|
|
|
n/a |
|
|
Results |
|
|
|
|
|
Visual Inspection of Completed Weld (D1.1, 4.9.1): Acceptable |
YES |
|
NO |
|
|
|
|
Guided Bend Test Type and Results (D1.1, 4.31.5): One Root and One Face Bend Specimens |
|
|
|
|
|||
Result and Comments: Acceptable criteria based on AWS D1.1, Clause 4.8.3.3 measured values |
|
|
|
|
|||
|
|
|
|
|
|
|
|
Appearance: n/a |
|
|
Fillet Size in (mm): n/a |
|
|
|
|
Fracture Test Root Penetration: n/a |
|
|
Macroetch: n/a |
|
|
|
|
(Describe the location, nature, and size of any crack or tearing of the specimen.) |
|
|
|
|
|||
Result and Comments: Groove weld test qualifies fillet weld test as well |
|
|
|
|
|
|
|
Inspected by: Tom Jones, AWS Certified Welding Inspector (CWI) |
|
Test Number: |
|
|
|
|
|
Organization: Testing Lab Data, Inc. |
|
|
Date: 12, 12, 2005 |
|
|
|
|
Alternative * Radiographic Test Results (D1.1, 4.31.3.2) : * In lieu of Guided Bend Test, except for
|
Film Identification No. |
Results |
Remarks |
Film Identification No. |
|
Results |
Remarks |
|
|
n/a |
n/a |
n/a |
n/a |
|
n/a |
n/a |
|
|
n/a |
n/a |
n/a |
n/a |
|
n/a |
n/a |
|
|
|
|
|
|
|
|
|
|
Film interpreted by: n/a |
|
|
Test Number: |
|
|
|||
Organization: |
|
|
Date: |
|
|
|
||
Other information: Guide bend test conducted instead of RT. This WPQR demo form has been created by WPSAmerica.com Online Welding Software
We, the undersigned, certify that the statements in this record are correct and that the test welds were prepared, welded, and tested in conformance with the requirements of Clause 4 of AWS D1.1/D1.1M:2010, Structural Welding
Manufacturer/ Contractor |
Authorized By: |
Welding Engineer |
|
Name: Joe Smith |
Name: James Bond |
Title: Welding Engineer |
Title: QA Manager |
Signature: J. S. |
Signature: J. B. |
Date: 14, 12, 2005 |
Date: 14, 12, 2005 |