|
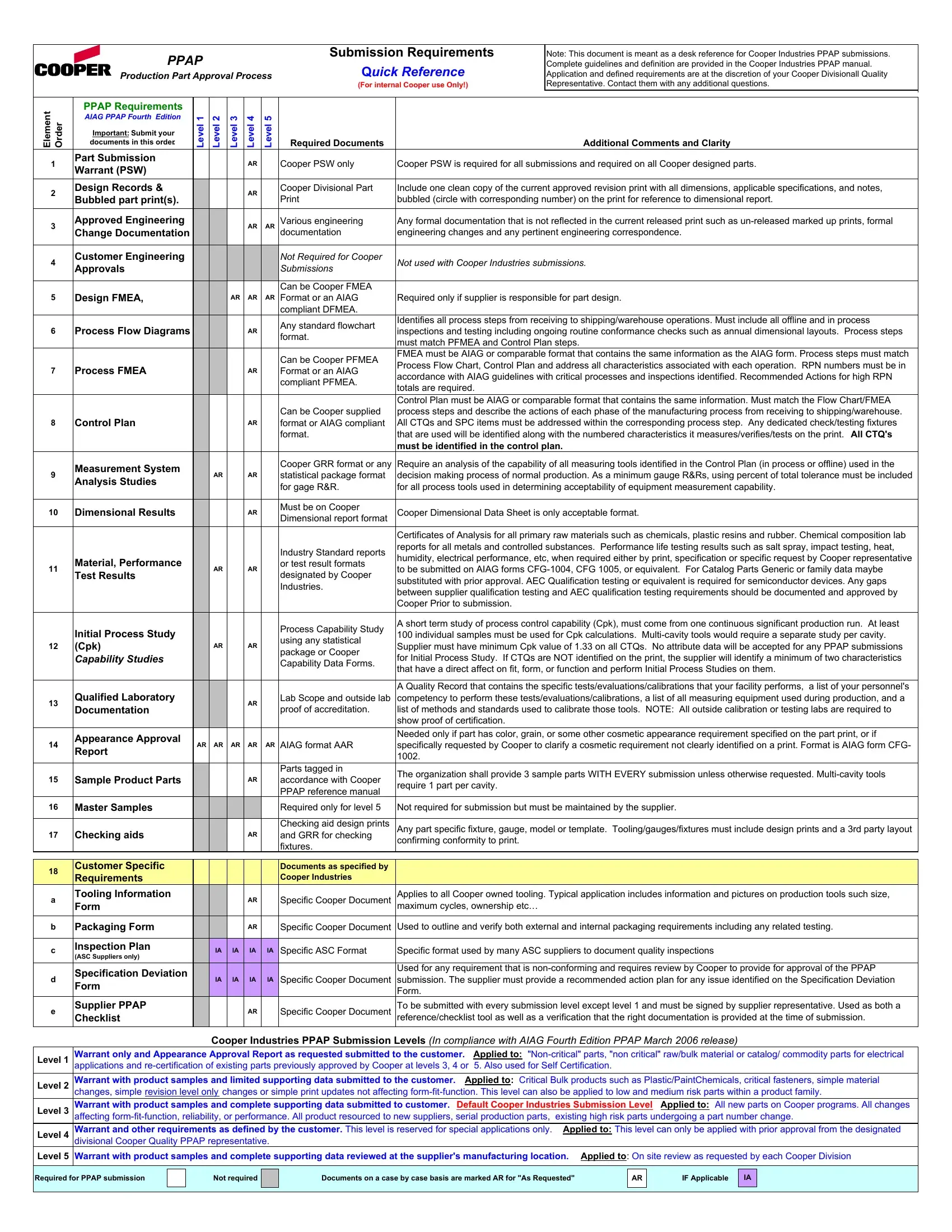
1 |
Part Submission |
|
|
|
|
AR |
|
Cooper PSW only |
Cooper PSW is required for all submissions and required on all Cooper designed parts. |
|
Warrant (PSW) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
Design Records & |
|
|
|
|
AR |
|
Cooper Divisional Part |
Include one clean copy of the current approved revision print with all dimensions, applicable specifications, and notes, |
|
Bubbled part print(s). |
|
|
|
|
|
Print |
bubbled (circle with corresponding number) on the print for reference to dimensional report. |
|
|
|
|
|
|
|
|
|
3 |
Approved Engineering |
|
|
|
|
AR |
AR |
Various engineering |
Any formal documentation that is not reflected in the current released print such as un-released marked up prints, formal |
|
|
Change Documentation |
|
|
|
|
|
|
documentation |
engineering changes and any pertinent engineering correspondence. |
|
|
|
|
|
|
|
|
|
|
|
|
4 |
Customer Engineering |
|
|
|
|
|
|
Not Required for Cooper |
Not used with Cooper Industries submissions. |
|
Approvals |
|
|
|
|
|
|
Submissions |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Can be Cooper FMEA |
|
|
5 |
Design FMEA, |
|
|
AR |
AR |
AR |
Format or an AIAG |
Required only if supplier is responsible for part design. |
|
|
|
|
|
|
|
|
|
compliant DFMEA. |
|
|
|
|
|
|
|
|
|
|
Any standard flowchart |
Identifies all process steps from receiving to shipping/warehouse operations. Must include all offline and in process |
|
6 |
Process Flow Diagrams |
|
|
|
|
AR |
|
inspections and testing including ongoing routine conformance checks such as annual dimensional layouts. Process steps |
|
|
|
|
|
|
format. |
|
|
|
|
|
|
|
|
|
must match PFMEA and Control Plan steps. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Can be Cooper PFMEA |
FMEA must be AIAG or comparable format that contains the same information as the AIAG form. Process steps must match |
|
|
|
|
|
|
|
|
|
Process Flow Chart, Control Plan and address all characteristics associated with each operation. RPN numbers must be in |
|
7 |
Process FMEA |
|
|
|
|
AR |
|
Format or an AIAG |
|
|
|
|
|
|
accordance with AIAG guidelines with critical processes and inspections identified. Recommended Actions for high RPN |
|
|
|
|
|
|
|
|
|
compliant PFMEA. |
|
|
|
|
|
|
|
|
|
totals are required. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Control Plan must be AIAG or comparable format that contains the same information. Must match the Flow Chart/FMEA |
|
|
|
|
|
|
|
|
|
Can be Cooper supplied |
process steps and describe the actions of each phase of the manufacturing process from receiving to shipping/warehouse. |
|
8 |
Control Plan |
|
|
|
|
AR |
|
format or AIAG compliant |
All CTQs and SPC items must be addressed within the corresponding process step. Any dedicated check/testing fixtures |
|
|
|
|
|
|
|
|
|
format. |
that are used will be identified along with the numbered characteristics it measures/verifies/tests on the print. All CTQ's |
|
|
|
|
|
|
|
|
|
|
must be identified in the control plan. |
|
|
Measurement System |
|
|
|
|
|
|
Cooper GRR format or any |
Require an analysis of the capability of all measuring tools identified in the Control Plan (in process or offline) used in the |
|
9 |
|
AR |
|
|
AR |
|
statistical package format |
decision making process of normal production. As a minimum gauge R&Rs, using percent of total tolerance must be included |
|
Analysis Studies |
|
|
|
|
|
|
|
|
|
|
|
|
for gage R&R. |
for all process tools used in determining acceptability of equipment measurement capability. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
Dimensional Results |
|
|
|
|
AR |
|
Must be on Cooper |
Cooper Dimensional Data Sheet is only acceptable format. |
|
|
|
|
|
|
Dimensional report format |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Certificates of Analysis for all primary raw materials such as chemicals, plastic resins and rubber. Chemical composition lab |
|
|
|
|
|
|
|
|
|
Industry Standard reports |
reports for all metals and controlled substances. Performance life testing results such as salt spray, impact testing, heat, |
|
|
Material, Performance |
|
|
|
|
|
|
humidity, electrical performance, etc, when required either by print, specification or specific request by Cooper representative |
|
11 |
|
AR |
|
|
AR |
|
or test result formats |
to be submitted on AIAG forms CFG-1004, CFG 1005, or equivalent. For Catalog Parts Generic or family data maybe |
|
Test Results |
|
|
|
|
designated by Cooper |
|
|
|
|
|
|
|
|
substituted with prior approval. AEC Qualification testing or equivalent is required for semiconductor devices. Any gaps |
|
|
|
|
|
|
|
|
|
Industries. |
|
|
|
|
|
|
|
|
|
between supplier qualification testing and AEC qualification testing requirements should be documented and approved by |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Cooper Prior to submission. |
|
|
|
|
|
|
|
|
|
Process Capability Study |
A short term study of process control capability (Cpk), must come from one continuous significant production run. At least |
|
|
Initial Process Study |
|
|
|
|
|
|
100 individual samples must be used for Cpk calculations. Multi-cavity tools would require a separate study per cavity. |
|
|
|
|
|
|
|
|
using any statistical |
|
12 |
(Cpk) |
|
AR |
|
|
AR |
|
Supplier must have minimum Cpk value of 1.33 on all CTQs. No attribute data will be accepted for any PPAP submissions |
|
|
|
|
|
package or Cooper |
|
|
Capability Studies |
|
|
|
|
|
|
for Initial Process Study. If CTQs are NOT identified on the print, the supplier will identify a minimum of two characteristics |
|
|
|
|
|
|
|
|
Capability Data Forms. |
|
|
|
|
|
|
|
|
|
that have a direct affect on fit, form, or function and perform Initial Process Studies on them. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
A Quality Record that contains the specific tests/evaluations/calibrations that your facility performs, a list of your personnel's |
|
13 |
Qualified Laboratory |
|
|
|
|
AR |
|
Lab Scope and outside lab |
competency to perform these tests/evaluations/calibrations, a list of all measuring equipment used during production, and a |
|
Documentation |
|
|
|
|
|
proof of accreditation. |
list of methods and standards used to calibrate those tools. NOTE: All outside calibration or testing labs are required to |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
show proof of certification. |
|
|
Appearance Approval |
|
|
|
|
|
|
|
Needed only if part has color, grain, or some other cosmetic appearance requirement specified on the part print, or if |
|
14 |
AR AR |
AR |
AR |
AR |
AIAG format AAR |
specifically requested by Cooper to clarify a cosmetic requirement not clearly identified on a print. Format is AIAG form CFG- |
|
Report |
|
|
|
|
|
|
|
|
|
1002. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Parts tagged in |
The organization shall provide 3 sample parts WITH EVERY submission unless otherwise requested. Multi-cavity tools |
|
15 |
Sample Product Parts |
|
|
|
|
AR |
|
accordance with Cooper |
|
|
|
|
|
|
require 1 part per cavity. |
|
|
|
|
|
|
|
|
|
PPAP reference manual |
|
|
|
|
|
|
|
|
|
|
|
16 |
Master Samples |
|
|
|
|
|
|
Required only for level 5 |
Not required for submission but must be maintained by the supplier. |
|
|
|
|
|
|
|
|
|
|
|
|
|
Checking aids |
|
|
|
|
|
|
Checking aid design prints |
Any part specific fixture, gauge, model or template. Tooling/gauges/fixtures must include design prints and a 3rd party layout |
|
17 |
|
|
|
|
AR |
|
and GRR for checking |
confirming conformity to print. |
|
|
|
|
|
|
|
|
|
fixtures. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18 |
Customer Specific |
|
|
|
|
|
|
Documents as specified by |
|
|
Requirements |
|
|
|
|
|
|
Cooper Industries |
|
|
|
|
|
|
|
|
|
|
|
a |
Tooling Information |
|
|
|
|
AR |
|
Specific Cooper Document |
Applies to all Cooper owned tooling. Typical application includes information and pictures on production tools such size, |
|
Form |
|
|
|
|
|
maximum cycles, ownership etc… |
|
|
|
|
|
|
|
|
b |
Packaging Form |
|
|
|
|
AR |
|
Specific Cooper Document |
Used to outline and verify both external and internal packaging requirements including any related testing. |
|
|
|
|
|
|
|
|
|
|
|
|
c |
Inspection Plan |
|
IA |
IA |
|
IA |
IA |
Specific ASC Format |
Specific format used by many ASC suppliers to document quality inspections |
|
(ASC Suppliers only) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Specification Deviation |
|
|
|
|
|
|
|
Used for any requirement that is non-conforming and requires review by Cooper to provide for approval of the PPAP |
|
d |
|
IA |
IA |
|
IA |
IA |
Specific Cooper Document |
submission. The supplier must provide a recommended action plan for any issue identified on the Specification Deviation |
|
Form |
|
|
|
|
|
|
|
|
|
|
|
Form. |
|
e |
Supplier PPAP |
|
|
|
|
AR |
|
Specific Cooper Document |
To be submitted with every submission level except level 1 and must be signed by supplier representative. Used as both a |
|
Checklist |
|
|
|
|
|
reference/checklist tool as well as a verification that the right documentation is provided at the time of submission. |
|
|
|
|
|
|
|
|
|
|
|
Cooper Industries PPAP Submission Levels (In compliance with AIAG Fourth Edition PPAP March 2006 release) |
|
Level 1 |
Warrant only and Appearance Approval Report as requested submitted to the customer. Applied to: "Non-critical" parts, "non critical" raw/bulk material or catalog/ commodity parts for electrical |
|
applications and re-certification of existing parts previously approved by Cooper at levels 3, 4 or 5. Also used for Self Certification. |
|
|
|
|
Level 2 |
Warrant with product samples and limited supporting data submitted to the customer. Applied to: Critical Bulk products such as Plastic/PaintChemicals, critical fasteners, simple material |
|
changes, simple revision level only changes or simple print updates not affecting form-fit-function. This level can also be applied to low and medium risk parts within a product family. |
|
Level 3 |
Warrant with product samples and complete supporting data submitted to customer. Default Cooper Industries Submission Level Applied to: All new parts on Cooper programs. All changes |
|
affecting form-fit-function, reliability, or performance. All product resourced to new suppliers, serial production parts, existing high risk parts undergoing a part number change. |
|
Level 4 |
Warrant and other requirements as defined by the customer. This level is reserved for special applications only. Applied to: This level can only be applied with prior approval from the designated |
|
divisional Cooper Quality PPAP representative. |
|
|
|
Level 5 |
Warrant with product samples and complete supporting data reviewed at the supplier's manufacturing location. Applied to: On site review as requested by each Cooper Division |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|