Our free PDF editor makes it simple to fill out the AWS D11 Welder Qualification Form online. Follow the steps below to complete all required fields and save or share the finished test record.
Step 1: Click the "Get Form Here" button to open the AWS D11 Welder Qualification Form in our online PDF editor.
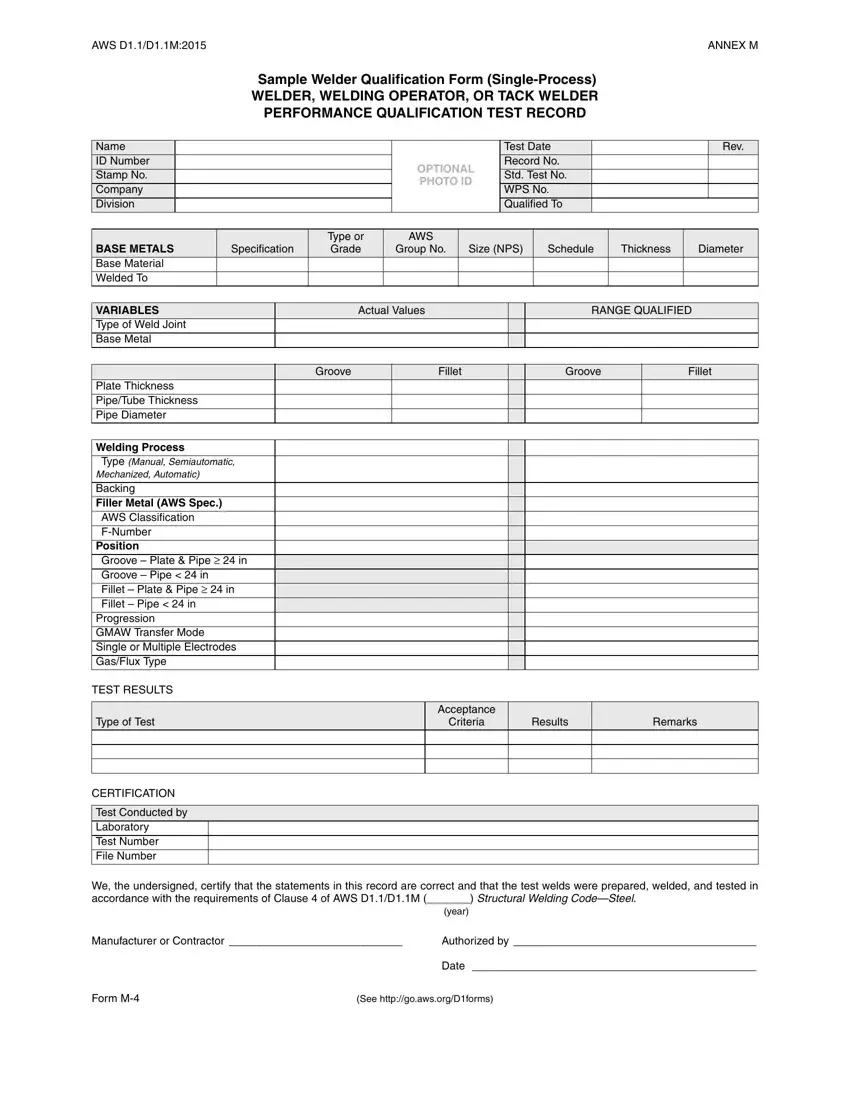
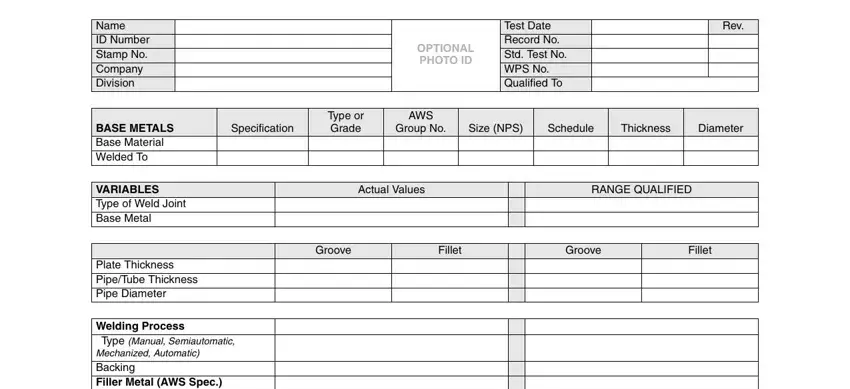
Step 2: Use the toolbar to fill in each required field. You can add, edit, or remove text and highlight selected sections. The form requires the following information to be completed:
- Welder name and identification number
- Employer or contractor name
- Test date and standard test number
- WPS (Welding Procedure Specification) reference number
- Base metal specification, type, and grade group
- Welding process option (manual, semiautomatic, mechanized, or automatic)
- Weld type and backing material
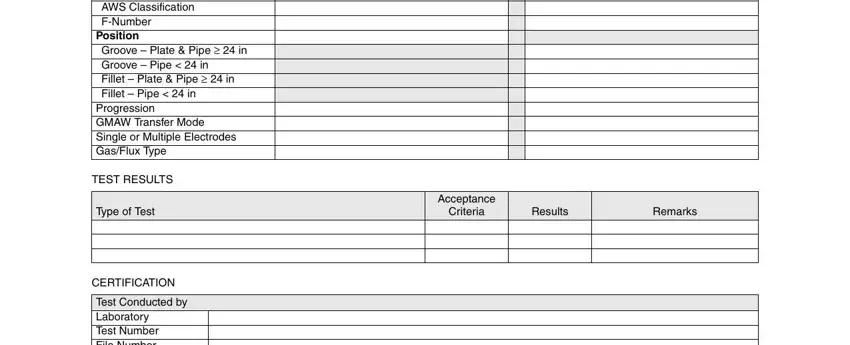
- Filler metal classification
- Test type, acceptance criteria, and results
- Certification signatures and date
The form requires you to complete the Welding Process Type, TEST RESULTS, Type of Test, CERTIFICATION, Test Conducted by Laboratory Test, Acceptance Criteria, Results, and Remarks sections.
Note the required information in the certification section: "We the undersigned certify that," year, Manufacturer or Contractor, Authorized by, Date, Form M, and the aws.org forms reference.
Step 3: Click the "Done" button when all fields are completed. The finished AWS D11 Welder Qualification Form can be downloaded as a PDF or sent by email to the appropriate parties.
Step 4: Keep at least two copies of the completed test record. One copy is retained by the testing organization and one is kept with the welder's personal qualification documentation.
Related Welding and Qualification Forms
If you need additional welding documentation, these related forms are also available on FormsPal:
- Welder Performance Qualification Record
- Welder Qualification Form
- AWS Welding Form
- Welding Specification Form
Frequently Asked Questions
Who needs this form? Any welder, welding operator, or tack welder who must qualify under the AWS D1.1/D1.1M Structural Welding Code needs a completed AWS D11 Welder Qualification Form. This is standard practice for structural steel construction and related projects.
What tests does this form document? The form records visual inspection results, mechanical test outcomes such as bend tests, and any other tests required by the WPS for the process and position being qualified.
How long is the qualification valid? Under AWS D1.1/D1.1M, qualification stays active unless a welder has not performed the qualified process for more than six months, or unless there is specific reason to question the welder's ability. Organizations must track each welder's qualification status and review records regularly.
